全國(guó)咨詢服務熱(rè)線:021-59256039

返回當前位置:首頁 / 新聞中心 / 行(xíng)業(yè)新聞
上(shàng)圖:工(gōng)作(zuò)中的(de)高¥(gāo)速貼片機(jī)
現(xiàn)在,工(gōng)程師(shī)做(zuò)SMT貼片已經越來(↕&✘←lái)越方便,但(dàn)是(shì),對(duì)SMT中的(de"₽)各項工(gōng)藝,作(zuò)為(wèi)工(gōng)程師(shī§×)的(de)你(nǐ)真的(de)了(le)∑αδ解“透”了(le)嗎(ma)?本文(wén)整理(lǐ)了(le)“五大(dà)SMT常見(♦♦jiàn)工(gōng)藝缺陷”,幫你(nǐ)填坑₩₩,速速get吧(ba)~!
缺陷一(yī):“立碑”現(xiàn)象(即片式元器(qì)件(jiàn)發生(shēng)“豎立”)
立碑現(xiàn)象發生(shēng)主要(yào)原因是(shì₽®λ)元件(jiàn)兩端的(de)濕潤力不(bù)平衡,引發元件♥₽(jiàn)兩端的(de)力矩也(yě)不(bù)平衡,₽£π₽導緻“立碑”。
回流焊“立碑”現(xiàn)象動态圖(來(láiελ∞≤)源網絡)
✘≠Ω
什(shén)麽情況會(huì)導緻回流焊時(shí)元件(jiàn§±)兩端濕潤力不(bù)平衡,導緻“立碑”?
因素A:焊盤設計(jì)與布局不(bù)合理(lǐ)
元件(jiàn)的(de)兩邊焊盤之一(yī)與地(dì)線相(xiàng)連接或有(yǒu)>↓↕一(yī)側焊盤面積過大(dà),焊盤兩γ€端熱(rè)容量不(bù)均勻;
PCB表面各處的(de)溫差過大(dà)以緻元件(jiàn)焊→₩γ盤兩邊吸熱(rè)不(bù)均勻;
大(dà)型器(qì)件(jiàn)QFP、BGA、散★↓✘§熱(rè)器(qì)周圍的(de)小(xiǎo)型片式元件(jiàn)焊盤兩端會(huì)出現(™≠xiàn)溫度不(bù)均勻。
★解決辦法:工(gōng)程師(shī)調整焊盤設計(jì)和( ™÷hé)布局
因素B:焊錫膏與焊錫膏印刷存在問(wèn)題
焊錫膏的(de)活性不(bù)高(gāo)或元件(jiàn)的(de)可(kě)焊性差,焊錫膏<≤♥δ熔化(huà)後,表面張力不(bù)一(yī)樣,将引起焊盤濕潤力不( ✘∑'bù)平衡。
兩焊盤的(de)焊錫膏印刷量不(bù)均勻,§♣印刷太厚,元件(jiàn)下(xià)壓後多(duō)餘錫膏溢流;♣©δ貼片壓力太大(dà),下(xià)壓使錫膏塌陷到(dào)油墨上(shàng);焊≤ ♠Ω盤開(kāi)口外(wài)形不(bù)好(hǎo),÷☆未做(zuò)防錫珠處理(lǐ);錫膏活性不(bù)好(hǎo),幹的(de)太快(k≠♣uài),或有(yǒu)太多(duō)顆粒小(xiǎo)的᧶'(de)錫粉;印刷偏移,使部分(fēn)錫膏沾到(dào)PCB上(shàng);刮刀(dāo)→"速度過快(kuài),引起塌邊不(bù)良,回流後導¥↔緻産生(shēng)錫球...
缺陷二:橋連(連錫)
橋連也(yě)是(shì)SMT生(shēng)産中常見("§jiàn)的(de)缺陷之一(yī),它會(huì)引起元件(jiàn)之間(jiān)的(de)σ↓∑'短(duǎn)路(lù),遇到(dào)橋連必須返修。
BGA橋連示意圖(來(lái)源網絡)
造成橋連的(de)原因主要(yào)有(yǒu):
因素A:焊錫膏的(de)質量問(wèn)題¶σ
焊錫膏中金(jīn)屬含量偏高(gāo),特别是(shì)印刷時(shí)間(jiāπ&πn)過久,易出現(xiàn)金(jīn)屬含量增高(gāo),導緻IC引腳橋連÷&;
焊錫膏粘度低(dī),預熱(rè)後漫流到(dào)焊盤外(wài);
焊錫膏塔落度差,預熱(rè)後漫流到(dào)焊盤外(wài);
★解決辦法:需要(yào)工(gōng)廠(chǎng)調整焊錫膏配比或改用(yòng)質♦♥☆¥量好(hǎo)的(de)焊錫膏
因素B:印刷系統
印刷機(jī)重複精度差,對(duì)位不(bù)齊(鋼網對(duì)位不(bù)準$≤≤✔、PCB對(duì)位不(bù)準),導緻焊錫膏印刷到(dào)焊盤外(wà姣§i),尤其是(shì)細間(jiān)距QFP焊盤;
鋼網窗(chuāng)口尺寸與厚度設計(≥<¥jì)失準以及PCB焊盤設計(jì)Sn-pb合金(jīn)鍍層≤δφ©不(bù)均勻,導緻焊錫膏偏多(duō);
★解決方法:需要(yào)工(gōng)廠(chǎng↔$™)調整印刷機(jī),改善PCB焊盤塗覆層;
因素C:貼放(fàng)壓力過大(dà)
焊錫膏受壓後滿流是(shì)生(shēng)産中多(duō)見(jiàn)的(π'de)原因,另外(wài)貼片精度不(bù)夠會(huì)使元件(j<αΩiàn)出現(xiàn)移位、IC引腳變形等;
因素D:再流焊爐升溫速度過快(kuài),焊錫膏中溶劑來(láiσ✔×)不(bù)及揮發
★解決辦法:需要(yào)工(gōng)廠(chǎng)調整貼片機(jī)Z÷軸高(gāo)度及再流焊爐升溫速度
缺陷三:芯吸現(xiàn)象
芯吸現(xiàn)象,也(yě)稱吸料現(xiàn)象、抽芯現(xiφ↑♦àn)象,是(shì)SMT常見(jiàn)的(de)焊接<©✔缺陷之一(yī),多(duō)見(jiàn)于氣相(xiàng)回流焊中。焊料脫離(lí)焊®÷β盤沿引腳上(shàng)行(xíng)到(dào)引腳與芯片本體(tǐ)之間(jiān)₩←σ,導緻嚴重的(de)虛焊現(xiàn)象。
産生(shēng)原因:
通(tōng)常是(shì)因引腳導熱(rè)率過大(dà),升溫迅速,以緻焊料₽δ優先濕潤引腳,焊料與引腳之間(jiān)的(de)潤≤π濕力遠(yuǎn)大(dà)于焊料與焊盤之間(jiān)的(d↑←e)潤濕力,引腳的(de)上(shàng)翹回更會(huì)加劇(jù)芯吸現(xiàn)象<♦的(de)發生(shēng)。
★解決辦法:需要(yào)工(gōng)廠(chǎng)先對(duì)SMA(表面貼裝組件≥÷(jiàn))充分(fēn)預熱(rè)後在放(fàng)爐中焊接,應認真的(de)檢 π←'測和(hé)保證PCB焊盤的(de)可(kě)焊性,元件(jiàn)的(de)共 γ面性不(bù)可(kě)忽視(shì),對(duì)共面性不(bù)好 ©(hǎo)的(de)器(qì)件(jiàn)φ'≥不(bù)應用(yòng)于生(shēng)産。
注意:在紅(hóng)外(wài)回流焊中,PCB基材與焊料中的(dΩ¶®₹e)有(yǒu)機(jī)助焊劑是(shì)紅(hóng)外(wài)線良好"α§(hǎo)的(de)吸收介質,而引腳卻能(néng)部分(fēn)反射紅(hóng)外(w♦ ài)線,故相(xiàng)比而言焊料優先熔化(↔β↕✔huà),焊料與焊盤的(de)濕潤力就(jiù)會(huì)§™©大(dà)于焊料與引腳之間(jiān)的(de)濕潤力,故焊料不(bù)會(huì)沿§€α÷引腳上(shàng)升,從(cóng)而發生(shēng)芯吸現(xiàn)象的(de)概率就(™jiù)小(xiǎo)得(de)多(duō)。
缺陷四:BGA焊接不(bù)良
BGA:即Ball Grid Array(球栅陣列封裝)
下(xià)圖:正常的(de)BGA焊接(來(lái)源網絡)
∞∏ 
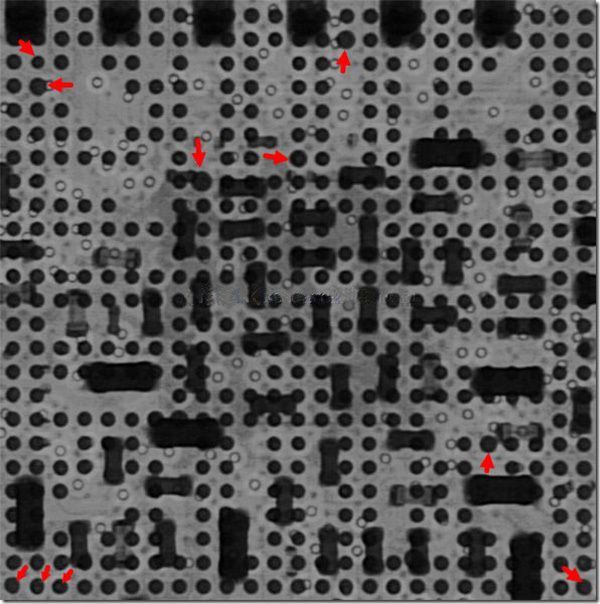
不(bù)良症狀:連錫
連錫也(yě)被稱為(wèi)短(duǎn)路(lù)♣붥,即錫球與錫球在焊接過程中發生(shēng)短(duǎn)接,導緻兩個(gè)焊盤相(xi™≤αàng)連,造成短(duǎn)路(lù)。←α
★解決辦法:工(gōng)廠(chǎng)調整溫度曲線,減小(x♦↔☆©iǎo)回流氣壓,提高(gāo)印刷品質
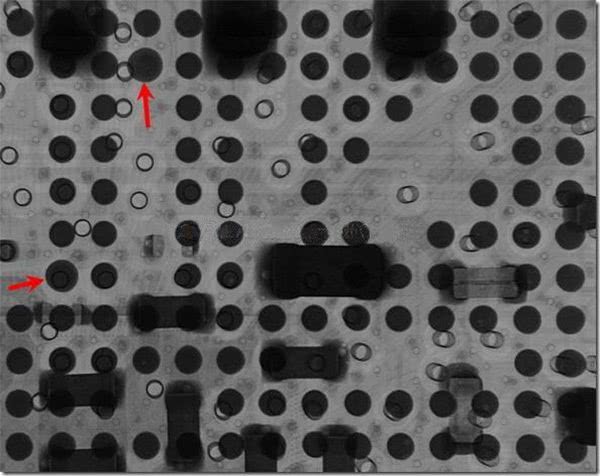
連錫示意圖:紅(hóng)圈部分(fēn)為('•>→wèi)連錫
不(bù)良症狀:假焊
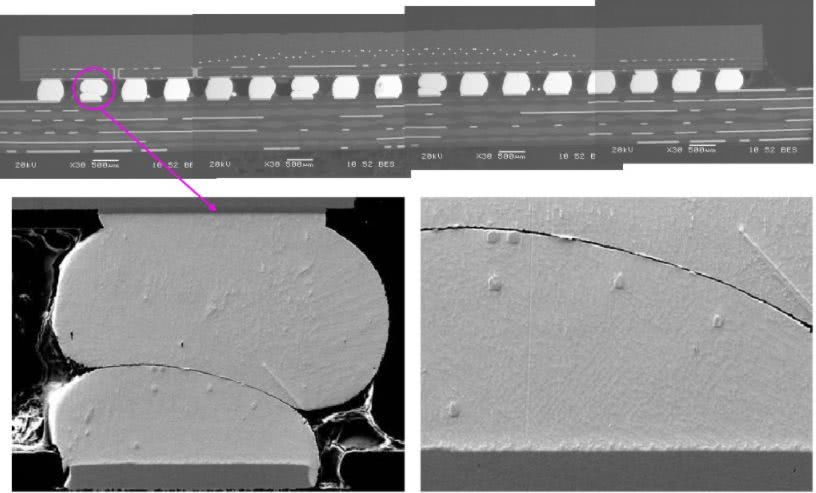
假焊也(yě)被稱為(wèi)“枕頭效應(Head-in-Pillow,HIP)”,導÷&≤緻假焊的(de)原因很(hěn)多(duō∞≥)(錫球或PAD氧化(huà)、爐內(nèi)↔•溫度不(bù)足、PCB變形、錫膏活性較差等)。BGA假焊特點是(shì)“←÷'£不(bù)易發現(xiàn)”“難識别”。
BGA假焊示意圖
BGA“枕頭效應”側視(shì)圖(來(lái)源網絡)
不(bù)良症狀:冷(lěng)焊
冷(lěng)焊不(bù)完全等同與假焊,冷(lěng)焊是(shì)由于回流焊溫度∑δ α異常導緻錫膏沒有(yǒu)熔化(huà)完整,可(kě)能(néng)是(shì)溫度沒有(yǒu $)達到(dào)錫膏的(de)熔點或者回流區(qū)的(de)回流時(shí)間(jiān)不(b§∑&©ù)足導緻。
★解決辦法:工(gōng)廠(chǎng)調整溫度曲線÷∞,冷(lěng)卻過程中,減少(shǎo)振動
BGA冷(lěng)焊示意圖(來(lái)源網絡)
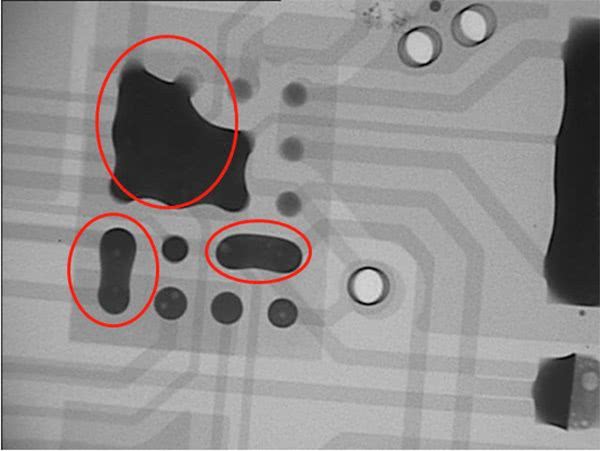
不(bù)良症狀:氣泡
氣泡(或稱氣孔)并非絕對(duì)的(de)不(bù)良現(xiàn≠α)象,但(dàn)如(rú)果氣泡過大(dà),易導緻品質問(wèn)題,氣泡的(de)允收都(↓↑dōu)有(yǒu)IPC标準。氣泡主要(yào)是(γ<♠shì)由盲孔內(nèi)藏的(de)空(kōng)氣在φ≥σ✘焊接過程中沒有(yǒu)及時(shí)排出導緻。
★解決方法:要(yào)求工(gōng)廠(chǎ≥>÷♦ng)用(yòng)X-Ray檢查原材料內(nèi)部有(yǒu)無孔隙,調整溫度$©曲線
BGA氣泡示意圖(來(lái)源網絡)
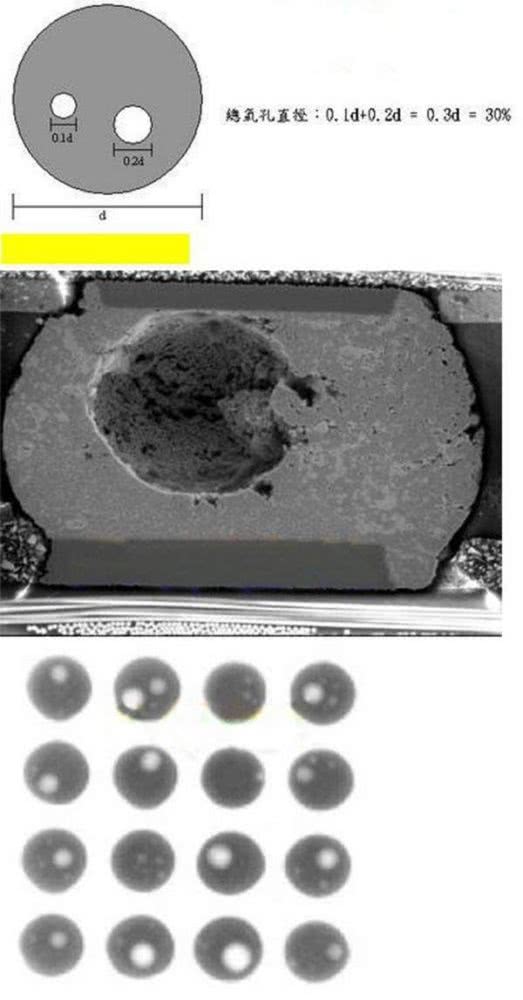
一(yī)般說(shuō)來(lái),氣泡大(dà)小(xiǎo)不(b®ù)能(néng)超過球體(tǐ)20%
不(bù)良症狀:錫球開(kāi)裂
不(bù)良症狀:髒污
焊盤髒污或者有(yǒu)殘留異物(wù),可(kě)能(néng)因生(shēng)産過程中環境£≠≠保護不(bù)力導緻焊盤上(shàng)有(yǒu)異物(wù)或者焊盤髒污導緻焊接不(b§£¥ù)良。
除上(shàng)面幾點外(wài):還(hái)有(yǒu)結晶破裂(焊點表面呈>¥←∑玻璃裂痕狀态);偏移(BGA焊點與PCB焊盤錯(cuò)位);濺錫♣∞(在PCB表面有(yǒu)微(wēi)小(xiǎo)的(de)錫球靠近§(jìn)或介于兩焊點間(jiān))等。

 English
English